
Successful regeneration depends not only on cleaning method selection, but also on verifying post-cleaning performance through measurable test data.
Industrial Cleaning Methodologies
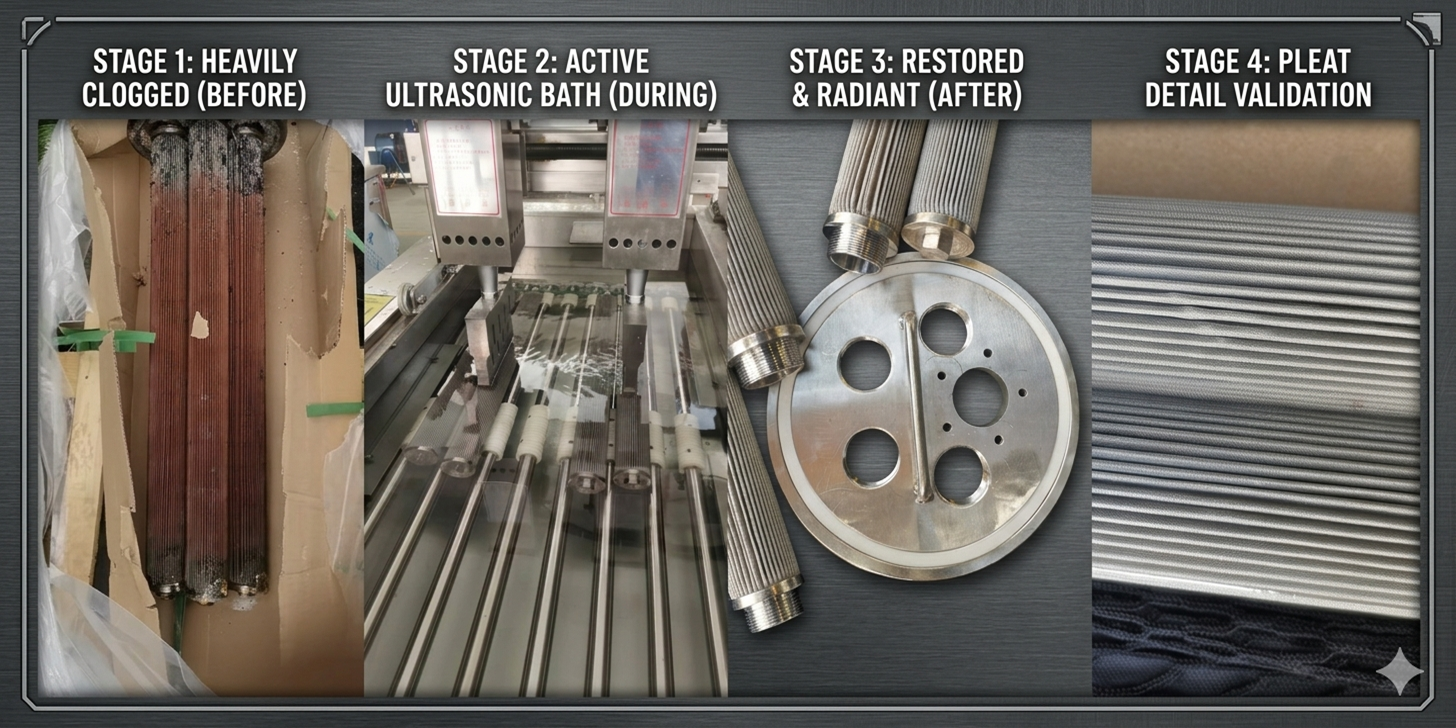
Depending on contaminant type, process fluid, and filter construction, CMI recommends the following regeneration methods:
1. Physical Cleaning Methods
Ultrasonic Cleaning
Highly effective for depth-loaded filters. High-frequency cavitation bubbles penetrate the porous structure and help dislodge fine particles trapped deep within the media.
Backpulsing & Backwashing
Clean gas or liquid is applied in reverse direction to remove surface cake and restore permeability. Commonly used for gas filtration and self-cleaning systems.
2. Chemical Cleaning Methods
Acid / Alkali Bath
Used for scale, oxide, or organic fouling depending on chemistry. Diluted nitric acid, citric acid, or caustic soda may be selected according to contamination type and material compatibility.
Solvent & Surfactant Cleaning
Applied for oils, resins, polymers, proteins, or complex organic contaminants that do not respond to water-based cleaning.
Validation Standards — When is a Filter Ready for Service?
Visual cleanliness alone is not a reliable indicator. At CMI, regenerated filters are judged by measurable performance recovery and structural integrity.
Case Study: CMI TEF-Series Sintered Element
Original Factory Specifications:
- Bubble Point (Alcohol): 5030 – 5250 Pa
- Design Gas Flow Rate: 75 m³/h · m² · kPa
Metric A: Permeability Recovery (80% Rule)
Regeneration rarely restores 100% of original flow performance. The following thresholds are commonly used:
- Acceptable (≥ 80% Recovery): Flow reaches ≥ 60 m³/h · m² · kPa
- Critical (< 50% Recovery): Flow ≤ 37.5 m³/h · m² · kPa
If performance remains below critical threshold, rapid re-clogging is likely and replacement is generally the most economical decision.
Metric B: Integrity Check (Bubble Point Analysis)
Slightly Higher Bubble Point
Used filters may show a slightly higher value than new condition. This often indicates trace particles remain embedded in pores, slightly tightening effective pore size without significantly reducing flow.
Lower Bubble Point (Critical Failure)
If bubble point drops to approximately 4500 – 4800 Pa, it may indicate structural breach, crack formation, or pore enlargement. These elements should be removed from service immediately.
Summary Guidance for Maintenance
| Testing Metric | Factory New | Acceptable After Cleaning | Scrap & Replace |
|---|---|---|---|
| Gas Flow Rate | 75 m³/h · m² · kPa | ≥ 60 | < 37.5 |
| Bubble Point | 5030 – 5250 Pa | ≥ 5030 Pa | < 4800 Pa |
CMI Maintenance Philosophy
At CMI, regeneration decisions are based on engineering data rather than guesswork. By combining cleaning expertise with post-test validation, we help customers maximize usable filter life while protecting downstream process reliability.
Relevant Cases




Get a Quote
Our fabrication experts are ready to help you with custom-made filter housing and fabricated metal filter vessel solutions. Contact us with your specific requirements for a customized quote.
Products Overview
Explore our comprehensive range of industrial filtration products

Sintered Metal Pleated Filter
High Surface Area Filtration for High Flow and Compact System…

Sintered Metal Mesh Filter
High-Strength Multi-Layer Filtration for Demanding Industrial Conditions CMI sintered metal…

Multi-Tube Sintered Metal Filter Assembly
High-Flow Sintered Filter Module for High-Temperature Industrial Filtration CMI multi-tube…

Asymmetric Sintered Metal Filter
Graded Porous Structure for High Efficiency and Extended Service Life…